内容:
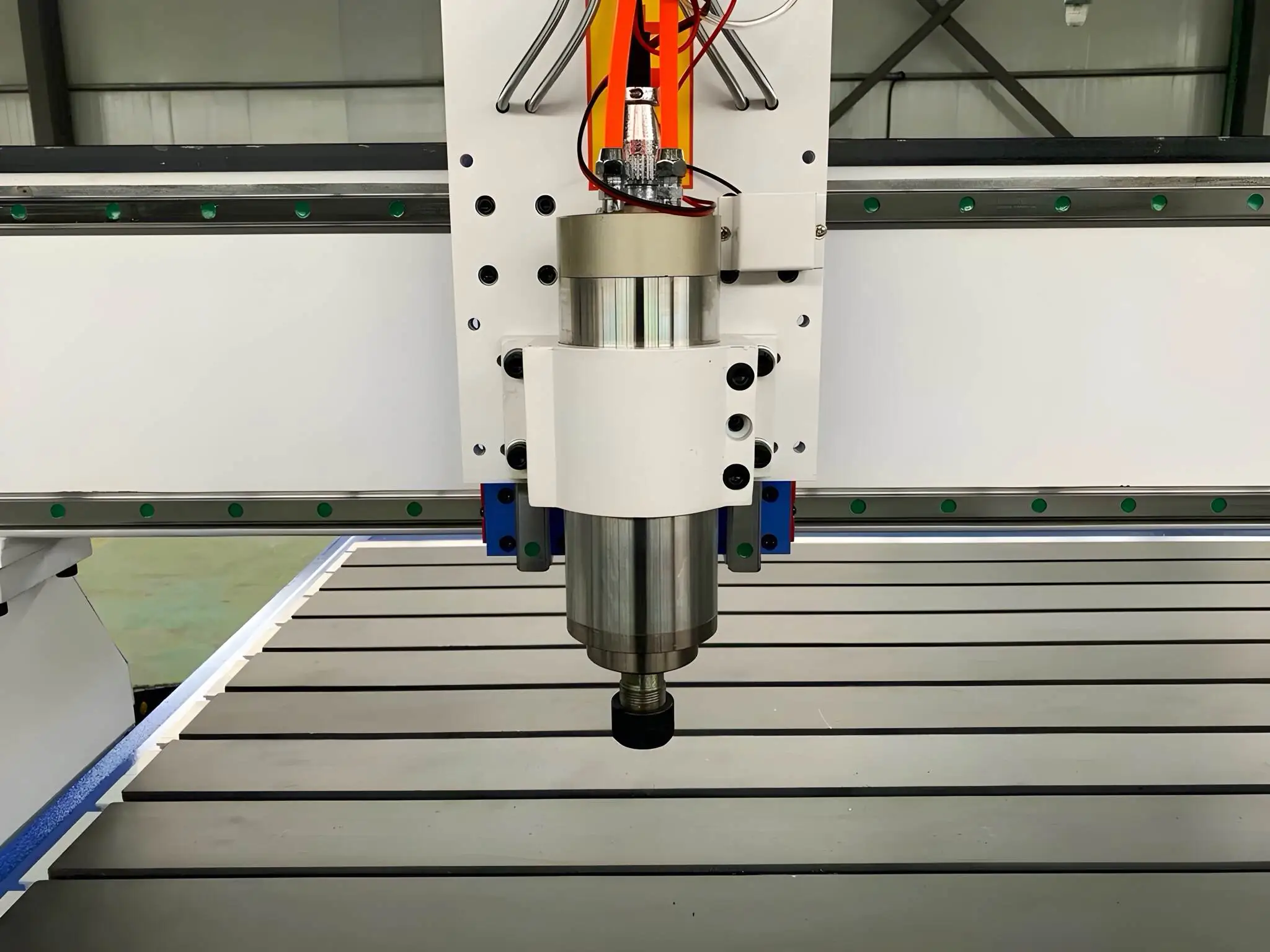
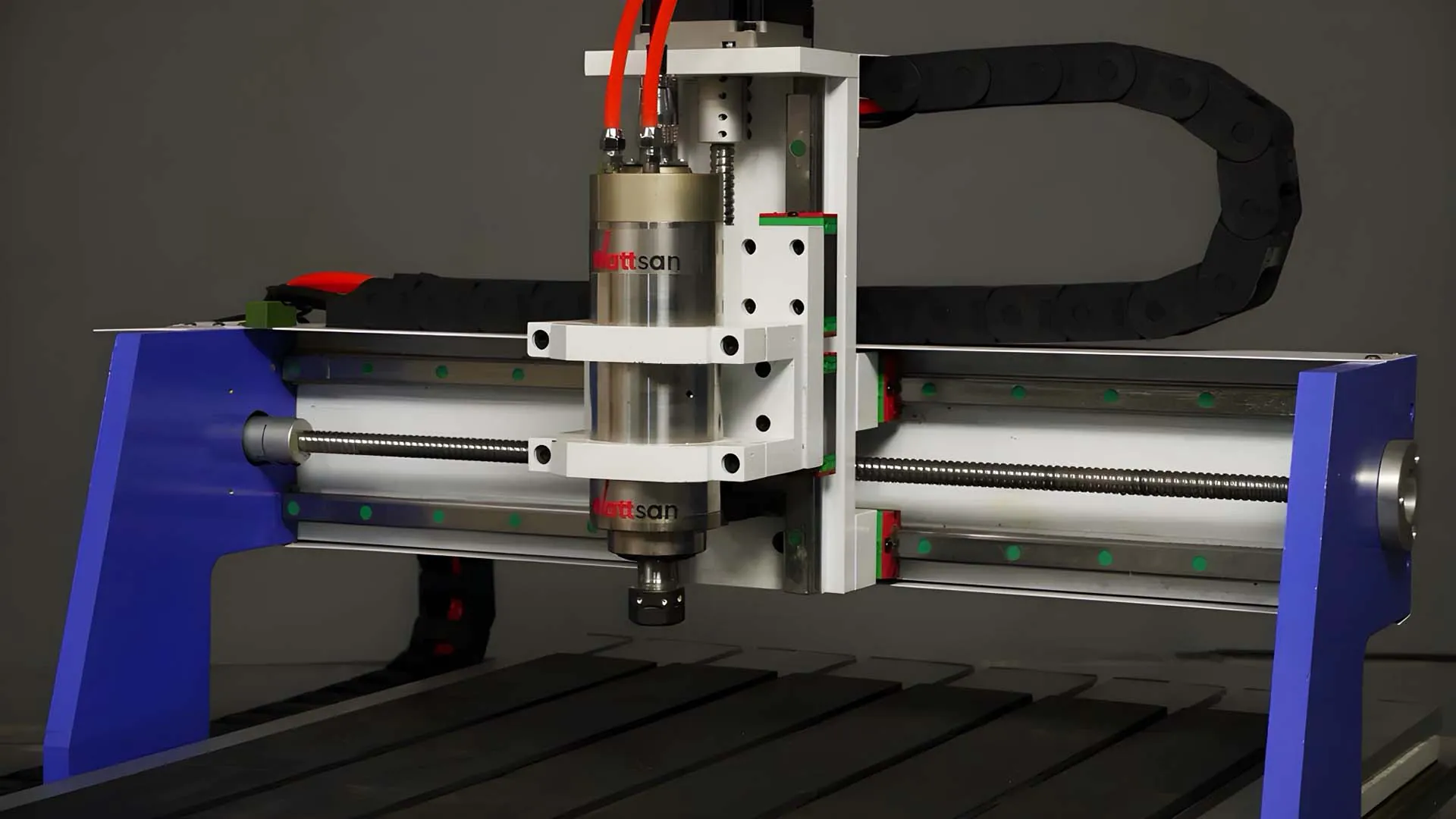
数控雕刻机的核心部件——主轴,是一个由多个组件构成的复杂系统。主轴、刀柄、夹头——在本文中,我们将一一解析这些关键部件,并说明如何为您的设备选择合适的配置,以及在何时进行更换或升级。
主轴
主轴有常规换刀型和自动换刀型两种配置。每种类型都可采用风冷或水冷方式进行冷却。
水冷主轴运行安静,但需要配备冷水机才能工作。相比之下,风冷主轴无需额外设备,但噪音较大。此外,冷水机会自动报警提示故障或水位不足,而风冷主轴则需要手动检查滤网状态。因此,您可以根据个人偏好或对噪音的容忍度来选择适合的冷却方式。

现在来介绍一些关于不带自动换刀功能的常规主轴的说明。虽然市面上还有其他类型,但它们的主要区别通常在于轴承结构及其适用于的加工材料。
- GDZ主轴:这类主轴被认为是通用型,适用于加工木材、塑料以及软金属。由于其材料适应范围广,我们在部分设备中采用这种通用型主轴。
- GDK主轴:主要用于加工有色金属,刚性更强,适合高精度金属加工。不过,它同样可以用于加工其他类型材料。转速通常可达24,000 RPM。
- DX主轴:这类主轴的转速范围为8,000至12,000 RPM,适用于加工如铝等有色金属,以及钢、铸铁等黑色金属。
我们来进一步展开一下。RPM(每分钟转速) 直接影响切削效率,因此在选择主轴时要特别关注这个参数。大多数主轴的转速为 18,000 或 24,000 RPM,也有部分自动换刀主轴提供 15,000 RPM 的配置。
但请注意,不要盲目追求更高的转速。更高的数值并不意味着设备性能一定更快或更好。对于大多数常规加工任务,18,000 RPM 已完全足够;而 24,000 RPM 通常仅在约 10% 的特定场景中使用。高转速主要用于配合小直径刀具进行精细加工,适用于微型零件或高精度需求的应用。
主轴也可按产地区分,主要有意大利主轴和中国主轴。在质量方面,意大利主轴可能略胜一筹,但价格通常是中国主轴的 5 到 10 倍。因此,仅一次意大利主轴的维修费用,可能就等于购买一台新的中国主轴的价格。
从性价比和生产效率的角度来看,中国主轴是一种更为合理的选择,在保障性能的同时,也能实现高质量的加工效果。
刀柄
乍一看,这些锥柄看起来差不多。然而,虽然它们外观相似,但并不能互换使用。
BT 和 SK 看起来几乎一模一样,但 BT 是亚洲的标准(用于日本、韩国、台湾,有时也用于美国设备),而 SK 通常用于欧洲。这两种锥柄被认为是通用型,应用广泛。
ISO:另一种在外观上相似的刀柄,但用途不同。它适用于在低到中等转速下使用的大型刀具。
这三种类型都有大锥度结构。在极高转速下,大锥度刀柄可能会失去精度。
BT 和 BBT:
BT 刀柄在刀柄与主轴之间只有一个接触面;
BBT 刀柄采用双接触设计,具有额外的接触面。这种结构增强了刚性和稳定性,提供更好的刀具性能和加工精度(但它们可能不兼容所有数控机床,而 BT 则更为通用)。
HSK:这是一种刚性强、重量轻的刀柄,主要应用于高速和高精度加工。
HSK 刀柄采用中空锥柄设计,可将动力更直接、高效地传递至刀具,从而提高加工精度、稳定性和切削性能。它也具备双接触系统,在高速加工中具有明显优势。
注意事项:
如果您已有一台带自动换刀功能的机器,那么刀柄类型的兼容性非常重要;
如果当前没有自动换刀设备,可暂时忽略锥柄类型的信息,只有在不同设备间切换刀柄时才需要关注。
另外还需记住:刀柄会随着使用逐渐磨损。
精度下降会导致振动,影响刀具寿命,甚至可能损坏主轴。建议定期检查并及时更换磨损刀柄,不要等到完全磨损后才更换,因为那时可能已造成更严重的损坏,主轴维修代价高昂。
夹头
如果 BT、HSK 等是刀柄的上部部分,那么夹头,或简称 ER,就是它的下部部分。夹头的名称通常由三个元素组成,例如:ER-11 A 或 ER-20 M。这是什么意思呢?
ER 后的数字表示夹头的直径,并对应可夹持刀具的柄径。例如,ER-8 可用于最大直径为 5 毫米的刀具。可以看到,刀具应略小于夹头本身的尺寸。下面列出主要类型的夹头以及每种对应的刀具:
ER-8:刀具柄径 0.5 至 5 毫米
ER-11:直径 1 至 7 毫米
ER-16:至 10 毫米
ER-20:至 13.5 毫米
ER-25:至 16 毫米
ER-32:至 20 毫米
ER-40:至 26 毫米
现在来说说后面的字母。它主要表示用于固定刀具的螺母的类型和尺寸。了解这一点很重要,因为这关系到是否需要选配合适的扳手。有些夹头可能还需要专用工具。
常见的类型有:A、B、M、T1、T2。因此,在选购时请注意这一点,以便后续能够正确地安装和紧固所有部件。

功率
夹头通常根据所使用的功率以及典型的应用任务进行分类。这并不意味着它们只能这样使用,但我们仍然提供这种分类方式,因为它可能对初学者有所帮助。
ER-8:用于微型加工,主要用于高功率雕刻刀具。
ER-11:通常用于功率不超过1.5千瓦的场景。适用于在有色金属、塑料和薄材料上的精细雕刻。
ER-16:功率不超过1.5千瓦。主要用于实木、胶合板和塑料加工。
ER-20:功率不超过3.5千瓦。这是使用最广泛的主轴类型,适用于木材、亚克力、金属、石材等。几乎任何任务都可以使用这个规格完成。
ER-25、ER-32:功率在4.5千瓦以上。适用于大直径刀具,用于金属、石材和厚木材的加工。
另一个小建议:如果您的工作偏向爱好类用途,您可能不需要功率超过3千瓦的机器。如果您需要用于木工的数控机床,应选择功率范围为2.2–4.5千瓦。如果是加工金属,通常适用于功率在4.5到7.5千瓦之间的主轴,但5.5千瓦是比较常用的选择。对于石材,我们建议使用功率范围为3到4.5千瓦。
您应该根据具体任务选择夹头和主轴功率!
重要部件
主轴轴承
我们也来谈谈这个部件。轴承分为钢制和陶瓷两种。
陶瓷轴承的主要优点在于硬度更高,球体和内外圈的表面质量更好。因此,它们具有更高的精度和耐磨性。但如果陶瓷轴承损坏,维修和更换较为困难,成本也更高。此外,它们对过大的外力(例如断刀)更加敏感。
钢制轴承的优点是广泛可得,更容易更换,成本也较低。在运行过程中,它们对过大外力的敏感性也较低。
轴承的工作原理也各不相同。现代数控机床最常使用的是球轴承或滚子轴承。
滚子轴承具有更高的刚性,但对于低功率或负载较小的机床来说并不实用。它们更适用于大功率主轴。
只有在需要更换轴承时你才会接触到这些内容,所以现在无需担心。但请记住,轴承类型是有区别的!
拉钉
拉钉是机床与刀柄之间的连接部分。它们确保刀柄在主轴中的精确定位和安全锁紧。大多数机床使用标准设计的拉钉(如 ISO、BT 等),而有些机床则需要特定设计的拉钉。
当你需要购买额外刀具时,就会用到拉钉。你需要选择与现有刀柄相同型号的拉钉。
如何选择
以下是选择主轴或夹具时应优先考虑的一些要素简要列表。
选择主轴时需考虑:
- 功率;
- 冷却系统类型;
- 夹头型号(ER);
- 是否具备自动换刀功能。
选择夹具时需考虑:
- 刀柄;
- 拉钉。


